
Page 705 - Yamawa_European_Catalogue_YEU21
P. 705
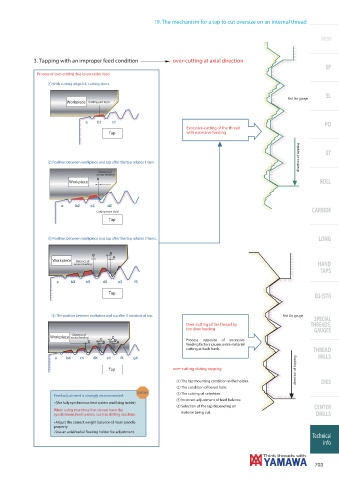
19. The mechanism for a tap to cut oversize on an internal thread
Intro
3. Tapping with an improper feed condition over-cutting at axial direction
SP
Process of over-cutting due to excessive feed
With cutting edge b1, cutting starts.
SL
Not Go gauge
Workpiece Cutting part by b1
PO
Excessive-cutting of the thread
Tap with excessive feeding
direction of tapping ST
Position between workpiece and tap after the tap rotates 1 turn.
Distance of
excess feeding
Workpiece ROLL
CARBIDE
Cutting trace by b1
Tap
Position between workpiece and tap after the tap rotates 2 turns. LONG
Workpiece Distance of
excess feeding HAND
TAPS
Tap
EG (STI)
The position between workpiece and tap after 3 rotations of tap. Not Go gauge
SPECIAL
Over-cutting of the thread by THREADS,
too slow feeding GAUGES
Distance of
Workpiece excess feeding
Process opposite of excessive
feeding factors causes extra material
cutting at back frank. THREAD
MILLS
direction of tapping
Tap over-cutting during tapping
The tap mounting condition in the holder. DIES
The condition of bored hole.
Solutions The cutting oil selection.
Feed adjustment is strongly recommended.
Incorrect adjustment of feed balance.
• (Use fully synchronous feed system and fixing holder)
Selection of the tap depending on CENTER
When using machines that do not have the
synchronous feed system, such as drilling machine. material being cut. DRILLS
• Adjust the correct weight balance of main spindle
properly.
• Use an axial/radial floating holder for adjustment.
Technical
info
703