
Page 709 - Yamawa_European_Catalogue_YEU21
P. 709
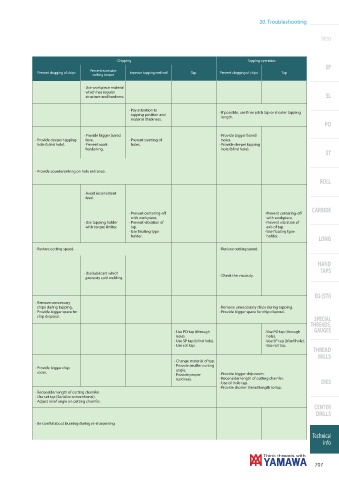
20. Troubleshooting
Intro
Chipping Tapping operation
SP
Prevent excessive
Prevent clogging of chips Improve tapping method Tap Prevent clogging of chips Tap
cutting torque
∙ Use workpiece material
which has regular
structure and hardness. SL
∙ Pay attention to ∙ If possible, use fi ner pitch tap or shorter tapping
tapping position and length.
material thickness.
PO
∙ Provide bigger bored ∙ Provide bigger bored
∙ Provide deeper tapping hole. ∙ Prevent slanting of holes.
hole (blind hole). ∙ Prevent work holes. ∙ Provide deeper tapping
hardening. hole (blind hole).
ST
∙ Provide countersinking on hole entrance.
ROLL
∙ Avoid inconsistent
feed.
CARBIDE
∙ Prevent centering-off ∙ Prevent centering-off
with workpiece. with workpiece.
∙ Use tapping holder ∙ Prevent vibration of ∙ Prevent vibration of
with torque limiter. tap. axis of tap.
∙ Use fl oating type ∙ Use fl oating type
holder. holder.
LONG
∙ Reduce cutting speed. ∙ Reduce cutting speed.
HAND
TAPS
∙ Use lubricant which ∙ Check the viscosity.
prevents cold welding.
EG (STI)
∙ Remove unncessary
chips during tapping. ∙ Remove unnecessary chips during tapping.
∙ Provide bigger space for ∙ Provide bigger space for chip disposal.
chip disposal.
SPECIAL
THREADS,
∙ Use PO tap (through ∙ Use PO tap (through GAUGES
hole). hole).
∙ Use SP tap (blind hole). ∙ Use SP tap (blind hole).
∙ Use roll tap. ∙ Use roll tap.
THREAD
MILLS
∙ Change material of tap.
∙ Provide smaller cutting
∙ Provide bigger chip angle.
room.
∙ Provide proper ∙ Provide bigger chip room.
hardness. ∙ Reconsider length of cutting chamfer.
∙ Use oil hole tap. DIES
∙ Provide shorter thread length to tap.
∙ Reconsider length of cutting chamfer.
∙ Use set tap (Serial or conventional).
∙ Adjust relief angle on cutting chamfer.
CENTER
DRILLS
∙ Be careful about burning during re-sharpening
Technical
info
707