
Page 704 - Yamawa_European_Catalogue_YEU21
P. 704
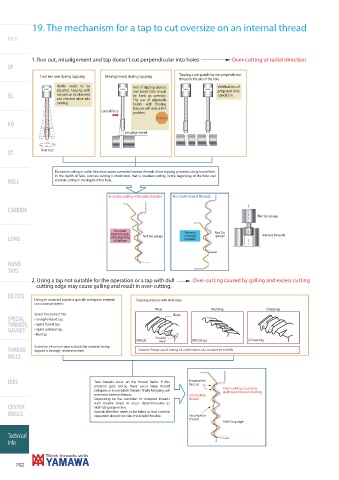
19. The mechanism for a tap to cut oversize on an internal thread
Intro
1. Run out, misalignment and tap doesn’t cut perpendicular into holes Over-cutting at radial direction
SP
Tapping a non-parallel or non-perpendicular
Tool run out during tapping Misalignment during tapping
thread to the axis of the hole.
Holder needs to be Axis of tapping process Verification of
holder adjusted. Tapping with holder and bored hole should holder holder prepared hole
SL run out can be observed be lined up correctly. condition.
and checked when idle The use of adjustable
running. holder with floating
features will reduce this
Lateral force
problem.
Solutions
PO
misalignment
Run out
ST
Excessive cutting in radial direction causes oversized internal threads. Since tapping proceeds along bored hole,
in the depth of hole, oversize cutting is minimized, that is, oversize cutting in the beginning of the hole and
ROLL normal cutting in the depth of the hole.
Excessive-cutting in the radial direction Normal internal threads
CARBIDE
Not Go gauge
Over sized Normal Not Go
internal threads internal gauge internal threads
LONG at the beginning Not Go gauge threads
of the bore
HAND
TAPS
2. Using a tap not suitable for the operation or a tap with dull Over-cutting caused by galling and excess cutting
cutting edge may cause galling and result in over-cutting.
EG (STI)
Using an incorrect tap for a specific workpiece material Tapping process with dull edge
can cause problems
Wear Welding Chipping
Select the correct Tap Flank
SPECIAL • Straight fluted tap
THREADS, • Spiral fluted tap
GAUGES • Spiral pointed tap
• Roll tap
Parallel
[Wear] wear [Welding] [Chipping]
Selection of correct taps suitable for material being
THREAD tapped is strongly recommended. Solution: Proper use of cutting oil, confirmation of a constant for tool life
MILLS
DIES Torn threads occur on the thread flanks. If this Incomplete
situation gets worse, there occur large thread thread
collapses or incomplete threads finally bringing out Over-cutting caused by
galling and excess feeding
oversized internal threads. Incomplete
Depending on the condition of collapsed threads thread
such trouble tends to occur discontinuously as
CENTER NOT-GO gouge enters.
Special attention needs to be taken so that random
DRILLS inspection should not miss this kind of trouble. Incomplete
thread
Not Go gauge
Technical
info
702