
Page 708 - Yamawa_European_Catalogue_YEU21
P. 708
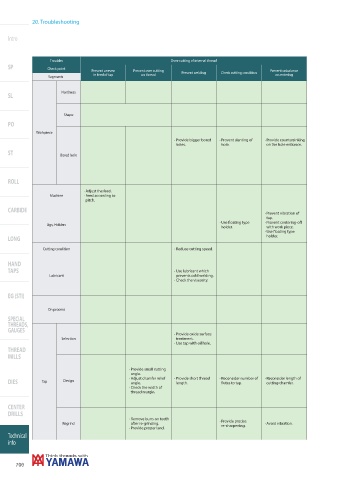
20. Troubleshooting
Intro
Troubles Over-cutting of internal thread
SP Check point
Prevent uneven Prevent over cutting Prevent unbalance
in feed of tap on thread Prevent welding Check cutting condition on entering
Segments
Hardness
SL
Shape
PO
Workpiece
∙ Provide bigger bored ∙ Provent slanting of ∙ Provide countersinking
holes. hole. on the hole entrance.
ST Bored hole
ROLL
∙ Adjust the feed.
Machine ∙ Feed according to
pitch.
CARBIDE
∙ Prevent vibration of
tap.
∙ Use fl oating type ∙ Provent centering-off
Jigs, Holders
holder. with work piece.
∙ Use fl oating type
holder.
LONG
Cutting condition ∙ Reduce cutting speed.
HAND
TAPS ∙ Use lubricant which
Lubricant prevents cold welding.
∙ Check the viscosity.
EG (STI)
On process
SPECIAL
THREADS,
GAUGES
∙ Provide oxide surface
Selection treatment.
∙ Use tap with oil hole.
THREAD
MILLS
∙ Provide small cutting
angle.
∙ Adjust chamfer relief ∙ Provide short thread ∙ Reconsider number of ∙ Reconsider length of
DIES Tap Design angle. length. fl utes to tap. cutting chamfer.
∙ Check the width of
thread margin.
CENTER
DRILLS
∙ Remove burrs on teeth
Regrind after re-grinding. ∙ Provide precise ∙ Avoid vibration.
re-sharpening.
∙ Provide proper land.
Technical
info
706