
Page 707 - Yamawa_European_Catalogue_YEU21
P. 707
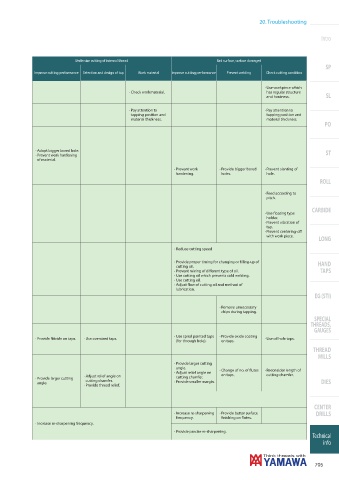
20. Troubleshooting
Intro
Undersize cutting of internal thread Bad surface, surface damaged
SP
Improve cutting performance Selection and design of tap Work material Improve cutting performance Prevent welding Check cutting condition
∙ Use workpiece which
∙ Check workmaterial. has regular structure
and hardness. SL
∙ Pay attention to ∙ Pay attention to
tapping position and tapping position and
material thickness. material thickness.
PO
∙ Adopt bigger bored hole.
∙ Prevent work hardening ST
of material.
∙ Prevent work ∙ Provide bigger bored ∙ Prevent slanting of
hardening. holes. hole.
ROLL
∙ Feed according to
pitch.
CARBIDE
∙ Use fl oating type
holder.
∙ Prevent vibration of
tap.
∙ Prevent centering-off
with work piece.
LONG
∙ Reduce cutting speed
∙ Provide proper timing for changing or fi lling-up of HAND
cutting oil.
∙ Prevent mixing of diff erent type of oil. TAPS
∙ Use cutting oil which prevents cold welding.
∙ Use cutting oil.
∙ Adjust fl ow of cutting oil and method of
lubrication.
EG (STI)
∙ Remove unnecessary
chips during tapping.
SPECIAL
THREADS,
GAUGES
∙ Use spiral pointed taps ∙ Provide oxide coating
∙ Provide Nitride on taps. ∙ Use oversized taps. ∙ Use oil hole taps.
(for through hole). on taps.
THREAD
MILLS
∙ Provide larger cutting
angle.
∙ Adjust relief angle on ∙ Change of no. of fl utes ∙ Reconsider length of
∙ Adjust relief angle on on taps. cutting chamfer.
∙ Provide larger cutting cutting chamfer. cutting chamfer.
angle. ∙ Provide smaller margin. DIES
∙ Provide thread relief.
CENTER
∙ Increase re-sharpening ∙ Provide better surface DRILLS
frequency. fi nishing on fl utes.
∙ Increase re-sharpening frequency.
∙ Provide precise re-sharpening.
Technical
info
705