
Page 691 - Yamawa_European_Catalogue_YEU21
P. 691
15. Surface Treatment
Intro
Nitriding
• In this treatment, we have Nitrogen and Carbon soak into the surface of HSS tools, and react with chemical of HSS material to produce SP
hard nitride. There are 3 methods in the treatment, composition gas method, salt bath nitride method and ion nitride method.
• Salt bath nitride treatment is shifted into gas nitride treatment method because of cyanic environmental pollution.
• The temperature of treatment is 500 to 550 degree. Hardness and depth of the treatment can be controlled by active nitrogen
concentration and reaction time.
• The high hardness of tool surface minimizes chemical attraction. Result is less welding and friction reduction. Great improvement is SL
expected in tool’s performance.
• We have found out the best combinations of hardness and toughness through our treatment technology
• The nitride treatment will be widely applicable to the taps for such workpiece materials as gray cast irons, special cast irons, aluminum
diecastings with higher silicone content, copper alloys, and resinoids (plastics). These materials produce small segmental chips and are
very abrasive. PO
• We combine nitrogen and oxidizing for comparatively sticky material such as thermal refined steels of high carbon steel and alloy steel.
This double treatment improves the chipping resistance and have won good reputation.
ST
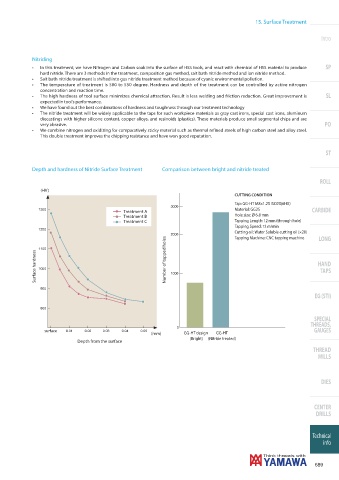
Depth and hardness of Nitride Surface Treatment Comparison between bright and nitride treated
ROLL
(HV)
CUTTING CONDITION
Tap: GG-HT M8×1.25 ISO2X(6HX)
Material: GG25 CARBIDE
Treatment A
Treatment B Hole size: Ø 6.8 mm
Treatment C Tapping Length: 12 mm (through hole)
Tapping Speed: 12 m/min
Cutting oil: Water Soluble cutting oil (×20) LONG
Tapping Machine: CNC tapping machine
Surface hardness Number of tapped holes HAND
TAPS
EG (STI)
SPECIAL
THREADS,
surface GAUGES
(mm) GG-HT design GG-HT
(Bright) (Nitride treated)
Depth from the surface
THREAD
MILLS
DIES
CENTER
DRILLS
Technical
info
689