
Page 687 - Yamawa_European_Catalogue_YEU21
P. 687
13. Introduction to Thread Forming Taps (Roll Taps)
Intro
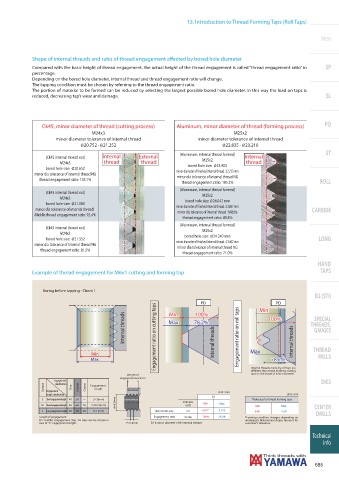
Shape of internal threads and ratio of thread engagement aff ected by bored hole diameter
Compared with the basic height of thread engagement, the actual height of the thread engagement is called “thread engagement ratio” in SP
percentage.
Depending on the bored hole diameter, internal thread and thread engagement ratio will change.
The tapping condition must be chosen by referring to the thread engagement ratio.
The portion of material to be formed can be reduced by selecting the largest possible bored hole diameter. In this way the load on taps is
reduced, decreasing tap’s wear and damage. SL
PO
Ck45, minor diameter of thread (cutting process) Aluminum, minor diameter of thread (forming process)
M24x3 M25x2
minor diameter tolerance of internal thread minor diameter tolerance of internal thread
Ø 20.752 - Ø 21.252 Ø 22.835 - Ø 23.210
[Aluminum, internal thread formed] ST
[Ck45 internal thread cut] Internal External M25x2 Internal
M24x3 thread thread thread
bored hole size: Ø 20.652 bored hole size: Ø 23.903
minor dia tolerance of internal thread NG minor diameter of finished internal thread : 22.723 mm
thread engagement ratio: 103.1% minor dia tolerance of internal thread NG
thread engagement ratio: 105.2% ROLL
[Aluminum, internal thread formed]
[Ck45 internal thread cut] M25x2
M24x3
bored hole size: Ø 21.000 bored hole size: Ø 24.042 mm
minor dia tolerance of internal thread: minor diameter of finished internal thread : 23.067 mm CARBIDE
minor dia tolerance of internal thread : Middle
Middle thread engagement ratio: 92.4%
thread engagement ratio: 89.3%
[Aluminum, internal thread formed]
[Ck45 internal thread cut] M25x2
M24x3
bored hole size: Ø 21.352 bored hole size: Ø 24.240 mm LONG
minor diameter of finished internal thread : 23.462 mm
minor dia tolerance of internal thread NG
minor dia tolerance of internal thread NG
thread engagement ratio: 81.5%
thread engagement ratio: 71.0%
HAND
Example of thread engagement for M6x1 cutting and forming tap TAPS
Boring before tapping - Check 1
EG (STI)
PD
PD
Min
Min
Internal threads Engagement ratio on cutting taps Max 78.2% Engagement ratio on roll taps 100% THREADS,
100%
Min
Min
SPECIAL
100%
Max
GAUGES
Max
Min Internal threads Max Internal threads THREAD
MILLS
Max 78.2%
74.1%
different from those made by cutting
taps on the shape of minor diameter.
Length of Internal threads made by roll taps are
engagement=9.1mm
Engagement DIES
Symbol classification Fine Middle Coarse Engagement
length
Internal threads
Engagement
Unit : mm
length classification Unit : mm
d=6.0mm Drill size Min Max
S Short engagement length 4H 5H — S≤3(mm) External threads D1 *Hole size for thread forming taps
M Normal engagement length 5H 6H 7H 3<M≤9(mm) (ref.) Min Max CENTER
L Long engagement length 6H 7H 8H 9<L(mm) Bored hole size 5.0 4.917 5.153 5.49 5.59
DRILLS
Length of engagement Engagement ratio 92.4% 100% 78.2% *Forming condition changes depending on
On "middle" engagement class, 7H class can be chosen in workpiece's Material and shape. Above is for
case of "L" engagement length. P=1.0mm D1 is minor diameter of 6H internal threads customer's reference.
Technical
info
685