Yamawa taps for the mold & die industry are a reliable solution for obtaining high quality thread surfaces in a wide range of hard and ultra-hard materials typical of this market.The best choice in carbide hand taps for high hardness steel is EH-CT taps which are especially designed for tapping materials in the range 45… Read more »
Posts Tagged: tech tips
How to prevent tap breakage using spiral pointed taps
Tap breakage is the most disliked issue that everybody wants to avoid when machining. Understanding which type of tap to use is critical to achieving the best machining results and observing some simple rules can help preventing the issue. Where possible, the use of spiral pointed tap is the best option to achieve reliable results… Read more »
Checking the hole size before tapping
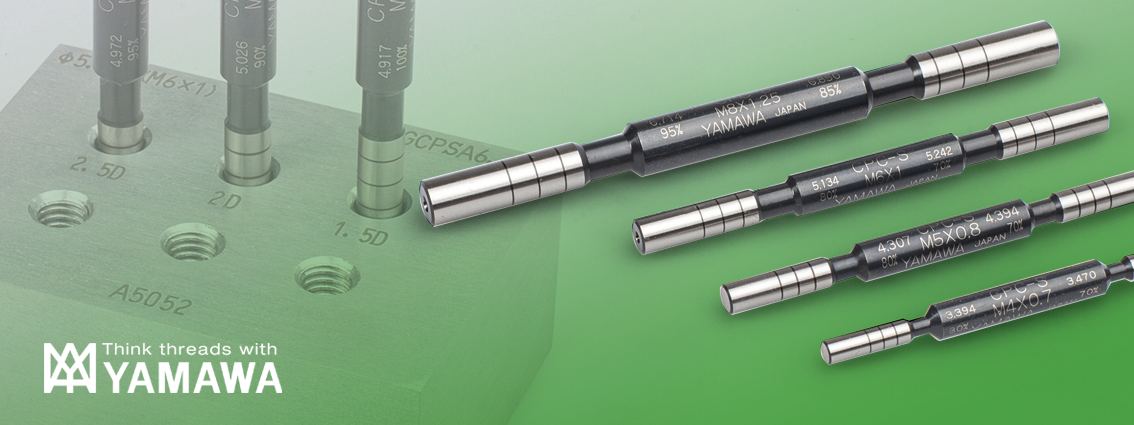
Helping your customer with the right technical recommendation is always the best way to secure a long lasting collaboration. In this case, let’s start from checking the hole size before tapping, definitely one of the critical steps to ensure reliable screw threads. With Yamawa Check-pin box, you can master this part of the job for… Read more »
The use of taps with coolant holes
This article deals with the most important factors to consider when using taps with internal coolant holes: the filtration system and coolant discharge pressure that need to be carefully configured to achieve the best performances of the process. Keep an eye on the filtration system When using a tap with coolant holes, Yamawa recommends to… Read more »
Tapping of 60 HRC ultra-hard materials
Mold & die industry often deals with ultra-hard materials that require specific taps to face the resistance of steels to be cut. UH-CT carbide hand taps are designed for tapping hardened steel and extremely high hardness steel up to 60 HRC. This article gives some practical advice for getting the most from these tools. Bored… Read more »
Oversize cutting of internal threads
When tapping with a tension/compression holder on a machining center, sometimes the hole does not accept the No-Go gauge (oversize internal threads). However, any chipping and welding on the tap is visible. This problem usually occurs because of an over- or under-feeding. The observation of the rake surface on the tap’s flutes gives an idea… Read more »
Spiral Fluted Taps: adjusting the bored hole size
When tapping different materials using spiral fluted taps, some issues such as the chipping of the tap, tap breakage, tap welding may take place occasionally. The adoption of some precautions helps overcoming these problems. Selecting a different diameter of the bored hole is a simple and feasible trick. Making the bored hole as large as… Read more »
The effectiveness of oxidizing
The oxidation treatment (i.e., OX treatment) creates porosities or small pockets on the surface of the tool. Drops and molecules of the cutting fluid accumulate in these pockets and help with the lubrication of the tool. The enhanced lubrication reduces the friction between the tool and the workpiece and helps to prevent chip welding. The… Read more »